


Das Unternehmen Schwab CNC Metallbearbeitung aus Rot am See produziert qualitativ hochwertige Fräs- und Drehteile für die unterschiedlichsten Branchen. Für große Stückzahlen setzt das Unternehmen auf eine Zellenlösung, die auf zwei dreiachsige Brother-Highspeed-Bearbeitungszentren mit integriertem Lehmann-Drehtisch basiert. Bestückt werden die Maschinen von einem Roboter. Schwab verspricht seinen Kunden professionelle Betreuung von der Prototypenentwicklung über die Serienfertigung bis hin zum Ersatzteil. Also während des gesamten Produktlebenszyklus.
Ein typisches Bauteil für Schwab ist ein Gehäuseteil aus Magnesium, wie es etwa in adaptiven Lenksystemen von Kraftfahrzeugen verbaut wird. Ein derartiges Werkstück gehört schon seit längerer Zeit bei Schwab zu den immer wieder vom Kunden abgerufenen Produkten. Nachdem der Kunde die Stückzahl auf eine Jahresleistung von bis zu 250 000 Teilen erhöht hatte, entschlossen sich die Verantwortlichen im Jahr 2019 dafür, diese Bearbeitung zu automatisieren. Als Automatisierungspartner entschieden sich die Verantwortlichen bei Schwab für EGS Automatisierungstechnik aus Donaueschingen.
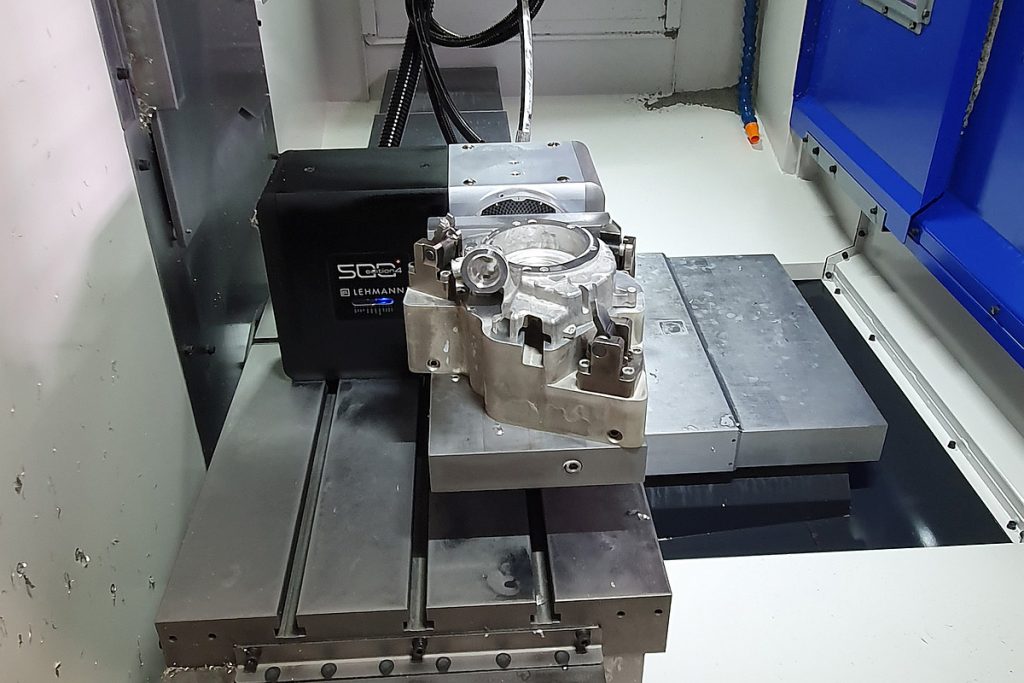
Lehmann-Drehtisch als zusätzliche CNC-Achse
Im Zentrum des Automatisierungsprozesses stand das bereits vorhandene Bearbeitungszentrum Brother Speedio S 1000 X1. Ein Jahr nach ihrer Beschaffung im Jahr 2016 erhielt die Speedio S 1000 X1 eine zusätzliche vierte CNC-Achse. Der CNC-Drehtisch EA-520 von pL Lehmann ergänzt das große Brother-Highspeed-Zentrum ideal. Dieser Drehtisch überzeugte die Verantwortlichen mit seiner Dynamik, einer langen Einschaltdauer und zudem sehr kurzen Taktzeiten. Ein hohes Klemmmoment von bis zu 2000 Nm und das Vorschubmoment von bis zu 440 Nm vereint der Drehtisch mit einer sehr kompakten Bauform.
Im Fokus
Auf große Lose abgestimmt
Die beiden Brother-Bearbeitungszentren mit ihren Lehmann-Drehtischen, der Yaskawa-Roboter und ein Palettensystem mit einer Speicherkapazität für 480 Roh- und Fertigteile erlauben der Anlage zwölf autonome Fertigungsstunden. Der Bearbeitungsraum ist zudem für Rüstvorgänge und Anlaufteile nach wie vor manuell zugänglich. Die automatisierte Fertigungszelle führte bei Schwab zu einer deutlich gesteigerten Produktivität, die sich zudem insbesondere bei den hohen geforderten Stückzahlen auszahlt.
Für die Bearbeitung der beiden Werkstückseiten entwickelte EGS eine Fertigungszelle mit zwei Maschinen, die das Werkstück nacheinander durchläuft. Die erste Maschine im Ablauf ist die Brother Speedio S 1000 X1. Auf dem Lehmann-Drehtisch EA-520 ist zudem eine von Schwab selbst entwickelte Spannvorrichtung gerüstet, die parallel vier Bauteile aufnimmt. Der Zyklus von Fertigung und Werkstückwechsel für alle vier Teile nimmt rund 6 min in Anspruch.. Mit dieser Zeit gibt die Maschine den Takt für die gesamte Automatisierung vor.
Roboter übernimmt das Werkstückhandling
Nach der Bearbeitung entnimmt der Roboter die vier halbfertigen Werkstücke aus derauf dem Lehmann-Drehtisch der Speedio S 1000 X1 montierten Vorrichtung und legt neue Rohteile ein. Die Halbfertigteile übergibt er an eine kombinierte Ablage- und Wendestation mit vier Werkstückaufnahmen. Zur Beladung der zweiten Maschine holt sie der Roboter in der richtigen Orientierung wieder ab

Die zweite Maschine, eine Brother Speedio S 700 X1, wurde gezielt für die Automatisierung beschafft. Sie verfügt zudem über eine zusätzliche vierte CNC-Achse, einem CNC-Drehtisch EA-510 von pL Lehmann. Mehrseitenbearbeitung hat den Vorteil, dass der Anwender nicht mehrmals umspannen muss. So reduzieren sich Nebenzeiten, und der Bediener vermeidet außerdem Umspannfehler. Die schnellen dreiachsigen Brother-Maschinen sind mit einer zusätzlichen vierten beziehungsweise fünften Achse bei solchen Bearbeitungen oft produktiver und wirtschaftlicher als reine 5‑Achs-Maschinen.
Lehmann-Drehtische punkten mit hohen Klemmkräften und Vorschubmomenten
Die Lehmann-Drehtische vereinen besonders hohe Klemmkräfte und Vorschubmomente mit geringem Platzbedarf. Zudem punkten sie mit einer hohen Dichtigkeit, ansprechender Optik und einem sehr guten Preis-Leistungs-Verhältnis. Außerdem bietet pL Lehmann schon im Standard ein breites Spektrum an Variationsmöglichkeiten bei Spannung, Drehdurchführung oder Gegenlager.

Die Zerspanungsaufgaben an der Rückseite ist bei weitem nicht so umfangreich wie die an der Vorderseite. Deshalb werden auf der Brother Speedio S 700 X1 die Teile einzeln aufgespannt und mit Highspeed abgearbeitet. Dafür ist die Maschine sehr gut geeignet. Sie bietet eine maximale Beschleunigung von 2,2 g in der Z‑Achse und jeweils 2 g in X- und Y‑Achse.
Maschine werden von der Seite beladen
Der von den ESG-Anlagenentwicklern verwendete sechsachsige Industrieroboter Motoman GP25 von Yaskawa belädt die Speedio S 700 X1 genau wie ihre große Schwester seitlich durch eine spezielle nachgerüstete Luke. Die ist zudem in den Sicherheitskreis der Maschine und der Roboterzelle eingebunden. Der Motoman-Roboter hat die nötige Reichweite, um an alle Positionen auf den Vorrichtungen zu gelangen. Und er ist zudem präzise genug für das exakte Handhaben und Einlegen der Teile und bietet eine hohe Verfahrgeschwindigkeit.