


Der Esslinger Drehmaschinenhersteller Index stellt für den erfolgreichen Mehrspindler MS22 einen Nachfolger vor: den neu entwickelten CNC-gesteuerten Mehrspindeldrehautomaten MS24‑6. Der ist im Vergleich zu seinem Vorgänger ein wenig größer im maximalen Stangendurchmesser, aber insgesamt kompakter gebaut. Der Drehmaschinenspezialist hat ihn mit zahlreichen Features ausgestattet, die eine höchstwirtschaftliche Drehbearbeitung sichern sollen und außerdem das Rüsten beschleunigen
Deshalb bietet der neue Mehrspindeldrehautomat MS24‑6 unter anderem als ganz besonderes Feature das Index-Schnellspannsystem mit integrierter W‑Verzahnung auf dem Querschlitten: Die erlaubt das einfache, schnelle und sichere µm-genaue Ausrichten des Werkzeughalters. Denn mit der W‑Verzahnung fällt der Freiheitsgrad in X weg. So kann der Bediener den voreingestellten Werkzeughalter einfach aufstecken. Eine von Index entwickelte Schnellspannvorrichtung fixiert den Halter mit Zuganker und vorgespannter Keilstange. Anschließend reicht eine Umdrehung mit dem Schraubenschlüssel für festen Halt. Damit ist der Bediener etwa um 50 Prozent schneller als beim herkömmlichen Halterwechsel. Und zudem sind Fehler so gut wie ausgeschlossen.
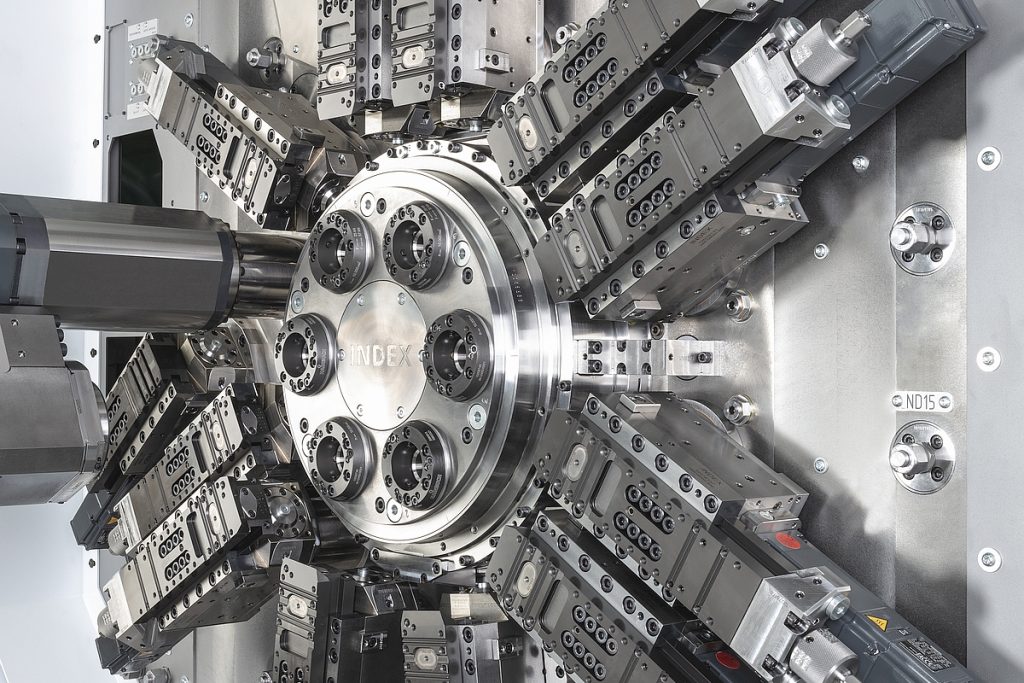
Mehrspindeldrehautomat MS24‑6
Außerdem entwickelte Index für diese Schlitten passende Dreh‑, Bohr- und Doppelbohrhalter, die bereits auf dem Voreinstellgerät ausgerichtet werden. Dank W‑Verzahnung wird das Maß exakt übernommen. Bei Doppelbohrhaltern verkürzen sich die Rüstzeiten von bis zu 2h auf maximal 10 min. Auch angetriebenen Einheiten gibt es mit W‑Verzahnung, so dass sie exakt auf den Schlitten aufgesetzt werden können. Aber auch die bisherigen Werkzeughalter der MS22‑6 können weiterhin auf der MS24‑6 verwendet werden. Allerdings ohne die Rüstvorteile.
Im Fokus
Rüstzeiten werden auch bei Mehrspindlern immer wichtiger
Der Trend geht zu immer kleineren Losen. Das bekommen auch die Betreiber von Mehrspindeldrehautomaten zu spüren. Früter konnten die Maschinen übers ganze Jahr hinweg viele Millionen gleicher Teile produzieren. Umrüsten war eine Seltenheit im Jahreslauf. Heute jedoch ist es eher die Regel, dass ein Lohndreher seine Mehrspindler alle paar Tage auf neue Teile umrüsten muss. Damit haben die Rüstzeiten inzwischen viel mehr Auswirkungen auf die Stückkosten. Ein optimiertes Rüstkonzept muss daher künftig Lösungen bieten, die das Rüsten und Einrichten deutlich beschleunigen. Beim MS24‑6 ist Index das sehr gut gelungen.
Der nach dem Baukastenprinzip aufgebaute Mehrspindeldrehautomat Index MS24‑6 fügt sich mit seinem maximalen Stangendurchmesser von 24 mm, und einem größtmöglichen Durchmesser von 50 mm bei Futterteilen gut in die Nische zwischen MS16‑6 oder MS16‑6 Plus und der MS32‑6 ein. Der neue MS24‑6 soll insbesondere bei mittleren bis hin zu sehr anspruchsvollen Zerspanungsaufgaben punkten. Er verfügt über sechs Arbeitsspindeln und zwölf Querschlitten mit NC-Achsen in X, Z und Y (4x) sowie ein oder zwei Synchronspindeln für die Rückseitenbearbeitung. So kann der Anwender die Maschine entweder sechsspindlig oder doppelt dreispindlig nutzen. Eine doppelte Rückseitenbearbeitung ist außerdem möglich. Angetriebene Werkzeuge, C- und Y‑Achsen ermöglichen dem Anwender Bearbeitungsmöglichkeiten wie außermittige Bohrungen und Gewinde‑, Kontur- und Abwälzfräsen und zudem auch das Mehrkantdrehen.
Optimierte Spannkonzepte schaffen Prozesssicherheit
Der Mehrspindeldrehautomat MS24‑6 hat eine fluidgekühlte Spindeltrommel mit optimiertem Wärmegang- und Pausensprungverhalten. Die Antriebsleistung liegt bei 8,7 kW bei 100 Prozent ED beziehungsweise bei 15 kW bei 25 Prozent ED pro Spindel. Mit Drehzahlen bis zu 10 000 min-1 ist die Maschine vielseitig für unterschiedlichste Bearbeitungsmöglichkeiten geeignet. Auch für Aluminiumteile. Auch bei den Spannsystemen ist der neue Mehrspindler sehr vielseitig. So bietet Index ergänzend eine Zangenspannung mit Axfix TOPlus24 an. Mit diesem auf einer Druckspannung basierenden System kann der Anwender einen Axialversatz vermeiden und höchste Rundlaufgenauigkeit erreichen. Etwa bei hochgenauen Halbzeugen, die von einem Roboter in der Maschine positioniert werden.

Index hat für den Mehrspindeldrehautomaten MS24‑6 eine Roboterautomatisierung im Portfolio. Dabei arbeitet der Roboter mit einem Schwenkteller zusammen, der als Schnittstelle beispielsweise zu einem externen Handhabungssystem dient. Auf den Schwenkteller legt der in die Maschine integrierte Roboter die Fertigteile ab und übernimmt im gleichen Vorgang Rohteile zum Einlegen. Neben dieser komfortablen Automatisierung hat Index für den Betrieb mit Stangenlademagazinen einfachere Lösungen zur automatisierten Teileabführung im Programm.
Passendes Stangenlademagazin MBL24‑6
Passend zum CNC-Mehrspindeldrehautomat Index MS24‑6 hat der Drehmaschinenhersteller das Stangenlademagazin MBL24‑6 entwickelt. Es verspricht die bewährten MBL-Qualitäten – hohe Laufruhe der Stangen und zudem eine Schwingungsreduzierung bei der Bearbeitung bietet. Index hat das neue Magazin sowohl als Bündellader als auch als Stangenlader in den Größen 3300 und 4300 im Programm.