


Der Werkzeugbau Ruhla im thüringischen Seebach setzt auch beim Heißkanal auf einen verlässliche Partner – ganz im Sinn seiner Anwender. Das Unternehmen ist bekannt für hochfachige, hochpräzise Werkzeuge für die Medizintechnik – rund 90 Prozent der Werkzeuge entstehen dort für Anwendungen aus diesem Bereich. Ein großer Vorteil für den Anwender ist die kompakte Bauweise der Formen. Dazu passen die raumsparenden Heißkanalsysteme von Ewikon – bereits seit 30 Jahren besteht eine lebendige Partnerschaft mit dem Frankenberger Heißkanalpionier.

Rund 50 Prozent der Spritzgießformen aus dem Werkzeugbau Ruhla geht in den Export. In der Regel sind das hochfachige, standardisierte und modular aufgebaute Werkzeuge für kleine, komplexe, sehr präzise Werkstücke, die zudem meist in Vollheißkanalbauweise ausgeführt sind. Beispielsweise für Spritzenkörper aus Polypropylen- oder Polyethylenwerkstoffen. Das ist das Werkzeugspektrum, in dem die Spezialisten beim Werkzeugbau Ruhla ihr Wissen, ihr Können und ihre Stärken optimal ausspielen können.
Weltweiter Partner in Sachen Heißkanal
Es sind oft hochkomplexe Formen, die zuverlässig und sehr präzise funktionieren müssen. Weltweit. Auch in Ländern wie Indien, Indonesien, Kenia. Das erfordert eine Bauweise, die das Funktionieren der Werkzeuge auch unter nicht optimalen Bedingungen verlässlich gewährleistet ist. Für die Medizintechnik fertigt der Werkzeugbau Ruhla die Werkzeuge zudem ausschließlich aus rostfreien Stählen.
Im Profil
Werkzeugbau Ruhla.
Das Unternehmen mit rund 40 Mitarbeitern blickt auf eine lange Tradition im Werkzeugbau zurück. Die Wurzeln liegen in den Uhrenwerken Ruhla und einem traditionsreichen Familienunternehmen. Überall, wo Qualität und Präzision verlangt wird, spielen die Werkzeugspezialisten ihre Stärken aus. Sie produzieren komplexe Multikavitätenspritzgießwerkzeuge insbesondere für die Medizinbranche und für präzise, querverbaubare Kunststoffteile. Dafür steht den Werkzeugmachern im thüringischen Seebach auf über vier Stockwerke verteilten 2200 m2 Produktionsfläche unter anderem ein gut und aktuell ausgestatteter Maschinenpark mit automatisierten Fertigungszellen und durchgängigem CAD/CAM-Prozess sowie integrierten QS-Systemen zur Verfügung. Zusammen mit einem eigenen Technikum bilden die technischen Möglichkeiten die tragfähigen Grundlagen für hochwertige und langlebige Spritzgusswerkzeuge. Mit „Ruhla-Control“ bietet das Unternehmen zudem Regeltechnik mit bis zu 120 Regelzonen und integrierten Touch-Display für die genaue und sichere Heißkanalsystemregelung des Werkzeugs.
Die Werkzeugbauer verfügen über reichlich Erfahrung aus zahlreichen Projekten. Die meisten Auftraggeber nutzen das und binden die Spezialisten bereits in einer frühen Phase in die Produktentstehung ein. Sie schätzen das Fachwissen und die individuelle Betreuung, gepaart mit der Unterstützung bei der notwendigen Dokumentation.
Partner für verlässliche, präzise, reproduzierbare und wartungsfreundliche Formen
So ist es nicht zuletzt der Sinn der Seebacher Werkzeugspezialisten für Verlässlichkeit, Präzision, Reproduzierbarkeit und hohe Wartungsfreundlichkeit, der die Spritzgießformen zu einem Erfolgsfaktor in der Produktion meist medizinischer Bauteile macht. Das gilt besonders für die hochwertigen und hochfachigen Werkzeuge, für die das Unternehmen bekannt ist. „Wir müssen in der Regel Garantien für drei bis fünf Mio. Schuss geben“, erklärt Lena Lüneburger, die sich zusammen mit Udo Köllner die Geschäftsführung des Unternehmens teilt. „Dazu entwickeln wir unsere Werkzeuge immer weiter – gemeinsam mit starken Partnern.“
Einer dieser wichtigen Partner ist der Frankenberger Heißkanalpionier Ewikon, der den Formenbauern inzwischen seit mehr als 30 Jahre bei ihren Heißkanalformen zur Seite steht. „Wir brauchen einen Partner, auf den wir uns absolut verlassen können“, betont Lüneburger. „Und mit Ewikon haben wir einen Heißkanalhersteller gefunden, der mit seiner Philosophie, seinen Produkten und auch seinen Qualitätsansprüchen zu uns passt. Einen Partner, der sich und seine Systeme auch immer wieder vorausschauend auf den Stand der Technik und die sich ändernden Anforderungen des Marktes ausrichtet. So können unsere Anwender sicher sein, dass wir ihnen ein optimal abgestimmtes, leistungsfähiges Werkzeug auf aktuellstem technischem Stand und damit eine sichere Basis für ihre Produktion bieten können.“
Modularer Aufbau für sicheren Betrieb beim Anwender
Auch bei einem 64-fach-Werkzeug für Spritzenkörper mit Luer-Lock-Anschluss setzen die Werkzeugspezialisten auf Heißkanalsysteme von Ewikon. „Wie bei diesem Werkzeug verwenden wir inzwischen in den meisten Fällen die komplett aufgebauten heiße Seiten unseres Heißkanalpartners“, erläutert Köllner. „Wir wissen, dass wir uns auf die fertig erstellten und komplett verdrahteten Systeme absolut verlassen können. Und weil Ewikon die durchaus komplexen heißen Seiten exakt auf unsere Anforderungen und zudem auf die jeweilige Form hin maßschneidert, lassen sie sich per plug-and-play auch schnell, sicher und einfach montieren, ohne dass der Monteur noch an die Verbindung der einzelnen Komponenten denken muss.“

Die 64-Fach-Form für die Spritzen mit Luer-Lock-Anschluss für die Kanüle ist, wie die meisten Formen beim Werkzeugbau Ruhla, modular aufgebaut. Das erlaubt einen einfachen Wechsel etwa einer einzelnen beschädigten Kavität.
Ewikon ist ein verlässlicher Partner für schnelle Ersatzteilversorgung
„Zwar kann der Anwender bei Bedarf auch einzelne Kavitäten stilllegen“, beschreibt Köllner die Möglichkeiten. „Die Balancierung steckt das in der Regel noch ganz gut weg. Allerdings ist das nicht optimal und eher eine temporäre Zwischenlösung, etwa um fürs erste weiter produzieren zu können. Ein Austausch der beschädigten Teile ist hier indes die deutlich bessere und nachhaltigere Variante.“
Die Werkzeugkomponenten sind exakt vermessen, alles ist auf null gefräst oder geschliffen. Die Datensätze liegen vor, ein Ersatzteil lässt sich daher in kürzester Zeit erstellen. Für alle Werkzeuge gibt es zudem bei Ruhla einen individuell erstellten Katalog, der alle verwendeten Komponenten enthält und anhand dessen der Anwender beispielsweise die benötigten Ersatzteile schnell und einfach bestellen kann. Von der kleinsten Schraube über die formgebenden Partien der Kavität bis zum Heißkanalsystem. „Auch hier können wir uns bei Ewikon auf eine schnelle Lieferung verlassen“, ergänzt Köllner. „Nicht zuletzt dank unserem Partner können wir unseren Auftraggebern in aller Welt im Bedarfsfall eine sehr kurzfristige und darüber hinaus auch sichere Ersatzteilversorgung garantieren.“
Kompakte Bauweise im Heißkanal schafft für Anwender Wettbewerbsvorteile
Die Werkzeugbauer in Seebach sind bekannt dafür, dass sie ihre Werkzeuge sehr kompakt auslegen. „Die seitliche Anbindung, die Ewikon bei seinen Heißkanalsystemen realisieren kann, ist ein großes Plus für unsere Werkzeuge. Sie ermöglicht eine sehr rationelle Ausnutzung des verfügbaren Bauraums. So können wir unsere Formen entsprechend klein bauen. So klein, dass sie in der Regel auch auf kleineren Spritzgießmaschinen eingesetzt werden können als übliche Spritzgießformen – das ist sehr effizient und für unsere Auftraggeber ein großer Vorteil“, erläutert Lüneburger. „Die kompakte Ausführung unserer Formen hilft, erheblich Energie einzusparen und schafft so deutliche Vorteile im Wettbewerb. Und da viele unserer Auftraggeber weltweit produzieren, passen unsere Werkzeuge auch auf die unterschiedlichsten Spritzgießmaschinen.“

Bei diesem 64-fach-Werkzeug mit Heißkanal indes war die kompakte Bauweise eine Herausforderung. Anders als etwa bei der Luer-Slip-Variante der Spritzenkörper verfügt die Luer-Lock-Version über ein Gewinde, das am Anschluss ausgeformt werden muss. Hier wird die Nadel nicht nur auf den etwa bei Luer Slip üblichen einfachen Konus aufgesteckt, sondern für mehr Sicherheit zusätzlich verschraubt. Dieses Gewinde muss ebenfalls in der Form auf den Anschluss aufgebracht und darüber hinaus auch sicher und sauber entformt werden. Luer Lock ist insbesondere für Auftraggeber aus den USA eine häufig gewählte Option.
Ausgeklügelte Kühlung sorgt für Qualität und Produktivität
Ein kritisches Element bei diesen Formen ist die optimale Kühlung der Kavität. Schließlich sollen die Spritzenkörper ja absolut ebenmäßig, gerade und makellos aus der Form fallen. „‚Bananen‘ können wir uns schlicht nicht leisten“, betont Lüneburger. „Die Spritzenkörper aus unseren Werkzeugen haben bei unterschiedlichsten unabhängigen und internationalen Vergleichen hervorragend abgeschnitten – unter ihnen ist auch einer der leichtesten Spritzenkörper der Welt, der etwa für die Erstimpfung von Kleinkindern eingesetzt wird. Wir haben ausgefeilte Kühlkonzepte, die wir in unseren Werkzeugen konsequent umsetzen. Für höchste Qualität und kürzeste Zykluszeiten.“
Im Fokus
Mehrfachdüsensystem HPS III-MH
Mit der Produktlinie HPS III-MH aus seinem Heißkanalportfolio stellt der Frankenberger Heißkanalpionier Ewikon Spritzgießern und Werkzeugbauern ein gleichermaßen leistungsfähiges wie vielseitiges Mehrfachdüsenkonzept zur Verfügung. Alle Düsenvarianten haben die Experten konsequent auf höchste Wartungsfreundlichkeit hin entwickelt. Besonders das Düsenkonzept für die direkte seitliche Anbindung von Formteilen hat hier offenkundig neue Maßstäbe gesetzt. Diese Düsen kommen in einer Vielzahl anspruchsvoller Anwendungen in der Medizin- und Verpackungstechnik erfolgreich zum Einsatz. Das Resultat sind deutlich reduzierte Zykluszeiten, eine erhöhte Produktivität und ein kostengünstiger Werkzeugbau in sehr kompakter Ausführung. Wichtige Faktoren für die Anwender, um im Wettbewerb am Markt die Nase vorn zu haben.
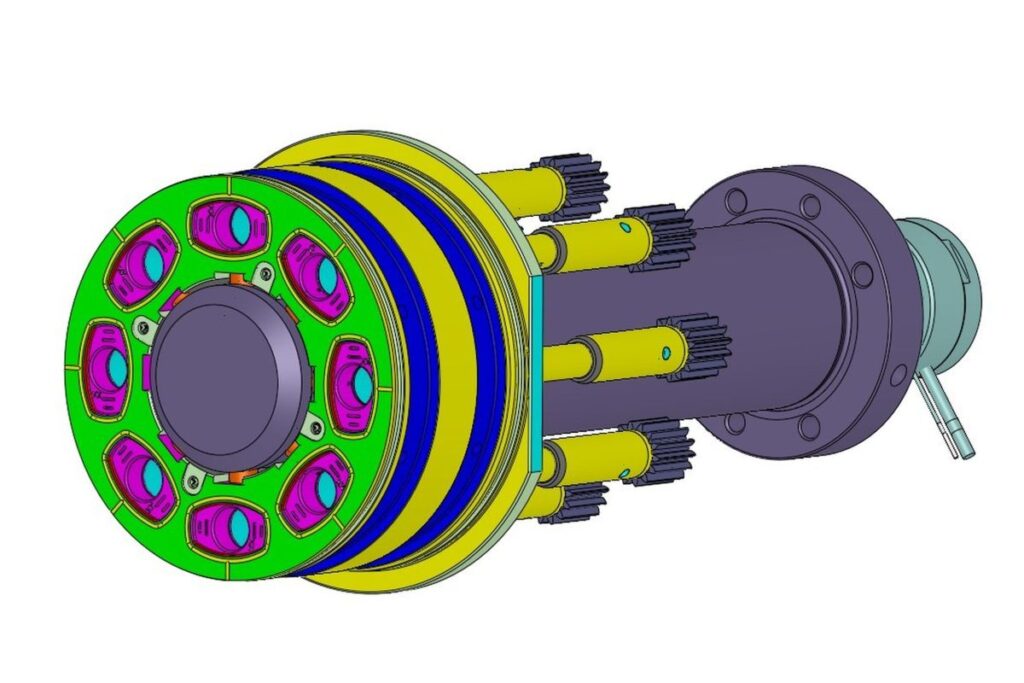
Für das Entformen der Luer-Lock-Gewinde nutzen die Experten beim Werkzeugbau Ruhla selbst konstruierte Ausschraubeinheiten. Die realisieren das beim Entformen notwendige Freifahren der Gewinde zuverlässig und zudem auf engstem Bauraum. Den Antrieb der Entspindelung übernimmt ein ausgeklügeltes Planetengetriebe, das über eine Zahnstange bewegt wird.
Sicheres Entformen auf kleinstem Raum
Diese Lösung benötigt allerdings Platz im direkten Umfeld der Kavität, der normalerweise sonst zusätzlich zur Werkzeugtemperierung auch vom Heißkanalsystem belegt ist. Die Heiße Seite nun zusätzlich zu den Ausschraubsystemen in einem kompakten Werkzeug unterzubringen – dieser Herausforderung stellten sich die Werkzeugbauer gemeinsam mit den Heißkanalspezialisten bei Ewikon.

Eine der Stärken der Heißkanalsysteme bei Ewikon ist die hohe Variantenvielfalt, die sich weitestgehend aus einem Baukasten mit Standardkomponenten realisieren lässt. Zu diesen Lösungen zählt beispielsweise die vielseitige Mehrfachdüsenlösung HPS III-MH. Zudem realisiert Ewikon sehr schlanke Düsen – das schafft Platz und lässt neben dem Heißkanal beispielsweise ein sehr effizientes und effektives Kühlkonzept zu.
Wartungsfreundliche Spitzenwechseltechnologie
Mit ihrer ausgefeilten Spitzenwechseltechnologie ist die HPS III-MH-Düse eine sehr wartungsfreundliche Lösung für die direkte Seitenanspritzung. Das System gibt es für unterschiedliche Schussgewichte und Anwendungsbereiche. Die Spitzeneinsätze werden erst nach der Montage des Düsenkörpers von der Trennebene der Form aus eingesetzt. So sind sie bei Bedarf schnell und einfach austauschbar, ohne dass das Werkzeug demontiert werden muss. Da nur ungeteilte Formeinsätze benötigt werden, ist ein kostengünstiger und kompakter Aufbau hochfachiger Werkzeuge möglich.

Die Formteile können beim System HPS III-MH je nach Bauweise entweder linear oder radial angeordnet werden – beim aktuellen 64-Fach-Werkzeug für Luer-Lock-Spritzenkörper verwendet der Werkzeugbau Ruhla eine radiale Ausführung. Die Fachleute entschieden sich für ein Mehrfachheißkanalsystem mit der Düsenvariante HPS III-MH111. Sie ist geeignet für maximale Verarbeitungstemperaturen von bis zu 350 °C und Schussgewichte pro Anschnitt von 2 bis 10 g – abhängig von der Viskosität der zu verarbeitenden Materialien. Beim aktuellen Werkzeug liegt das Teilegewicht für einen Spritzenkörper bei rund 1,75 g, das verspritzte Material ist ein in der Medizintechnik gebräuchlicher Polypropylenwerkstoff.
Variables Düsenkonzept beim Heißkanal
Um Platz für eine effektive Kühlung, insbesondere aber die Ausschraubsysteme zu schaffen, muss sich der Abstand von der Heißkanalverteilung zum Anspritzpunkt in der Kavität zwangsläufig erhöhen. Das erfordert längere Düsen – und normalerweise eine komplette Sonderlösung. Um in der Form den notwendigen Raum für die Ausschraubeinheiten bereitzustellen, erhöhten die Formenbauer außerdem den Radius, in dem die Formnester rund um die Heißkanaldüsen angeordnet sind.
Ewikon realisiert all das aus dem vorhandenen Baukasten, denn die HPS III-MH111 Düse wurde speziell für die Spritzen- und Pipettenfertigung in der Medizintechnik konzipiert und kann sowohl in der Länge als auch im Teilkreisdurchmesser angepasst werden.
Flexibles Konzept passt den Heißkanal dem Anwender an
Dieses sehr flexible Spezialkonzept ermöglicht es dem Werkzeugbau Ruhla, die neu entstandene Distanz, die aufgrund des für die Ausschraubmechanik erforderlichen Bauraums nötig wird, im Heißkanal intelligent zu überbrücken.
Mein Standpunkt
Verlässliche Wegbegleiter
Auf das Gesamtpaket kommt es an. Speziell dann, wenn die Produktion in fernen Märkten überall auf der Welt laufen soll. Da müssen die Werkzeuge extrem verlässlich sein – bei immer gleichbleibender Präzision. Damit die Werkzeugbauer auch im Notfall schnell reagieren können, sind sämtliche teile eines Werkzeugs exakt erfasst und auf null gearbeitet – so kann schnell ein Ersatzteil gefertigt, verschickt und vor Ort gegen die defekte Komponente getauscht werden. Damit das für das gesamte Werkzeug möglich wird, brauchen die Werkzeugbauer starke Partner. Dass sie sich beim Heißkanal seit mehr als 30 Jahren auf den Frankenberger Pionier Ewikon verlassen, ist kein Zufall. Zahlreiche erfolgreiche gemeinsame Projekte und die Bereitschaft, sich gemeinsam mit dem Werkzeugbauer weiterzuentwickeln, schaffen eine Basis für eine vertrauensvolle und effektive Zusammenarbeit – zum Wohl der Auftraggeber. Richard Pergler
„Typischerweise liegen wir mit ähnlichen Werkzeugen ohne Ausspindeln bei rund 10 s Zykluszeit“, betont Köllner. „Mit diesem Werkzeug streben wir – bei 64-facher Ausbringung – inklusive Entspindelung der Luer-Lock-Gewinde eine Zykluszeit zwischen 12 und 14 s an. Damit ist das Werkzeug gut für eine Produktion von 125 Mio. Spritzenkörpern pro Jahr – unter optimalen Bedingungen sogar bis zu 150 Mio. Stück. Dabei ist das Werkzeug mit 546 mm Breite nicht viel größer ausgefallen als die Formen ohne Entspindelung, es passt nach wie vor problemlos auf eine relativ kleine Spritzgießmaschine: Wir mustern die Form mit einer 180-t-Maschine von Sumitomo Demag, einer vollelektrischen IntElect S 180–700.“
Unterschiedliche Varianten aus einem Werkzeug
Das Werkzeugkonzept soll übrigens auch die Produktion von Spritzenkörpern mit unterschiedlichem Anschluss in einer Form ermöglichen: In einer nächsten Variante will der Werkzeugbau Ruhla Formen mit zusätzlichen Plattensätzen bauen, die einfach ausgetauscht werden können und so unterschiedliche Varianten fertigen können. Ein ebenso pfiffiger wie kostengünstiger Beitrag zu mehr Flexibilität und Nachhaltigkeit. Das Werkzeug ist das erste einer Serie von insgesamt fünf im aktuellen Auftrag. Weitere werden wohl folgen. Und natürlich ist Ewikon als Partner für den Heißkanal auch bei diesen Werkzeugen gesetzt.

„In den inzwischen mehr als 30 Jahren, in denen wir in Sachen Heißkanal hauptsächlich mit Ewikon zusammenarbeiten, haben wir uns gemeinsam in vielen Projekten weiterentwickelt“, betont Lüneburger. „Es ist eine lebendige und tragfähige Partnerschaft entstanden, von der alle profitieren. Insbesondere aber unsere Auftraggeber, die von uns absolut verlässliche, höchst produktive und sehr präzise Werkzeuge für ihre Produktion bekommen – und einen erstklassigen Service überall auf der Welt.“